コストダウンを実現するVA/VE設計のポイント
難削材における穴形状の設計変更によるコストダウン
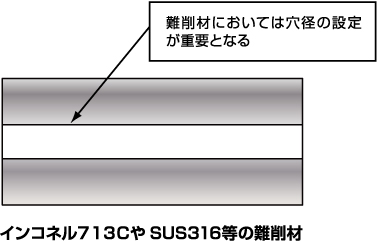 |
難削材の切削加工においては一般材よりも工具の消耗が早くなり、工具の選定と切削条件の設定がコストの決定要因になる。穴加工の場合、細穴の加工は工具の消耗、折損が多くなりコストが高くなる。 |
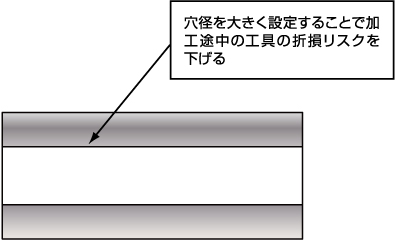 |
難削材の切削加工の場合、材質にもよる(インコネル等耐熱性合金の場合)が穴径を大きくとり、工具の折損を防ぐことでコストダウンを達成できる。 |
難削材(インコネル713C等、耐熱性合金の場合)の加工の際に、コストの決定要因となるのは主として加工時間と工具代である。穴加工においては穴径の設定により工具の折損リスクを小さくすることができ、工具交換の時間も含めるとトータルでは大幅にコストを下げることができる。
大径リング・フランジ・薄肉丸物加工 VA/VE・コストダウンのポイント
フランジ・リング・薄肉丸物加工における熱処理のポイント
フランジ・リング・薄肉丸物加工における設計のポイント
旋盤加工部品の加工時におけるポイント