コストダウンを実現するVA/VE設計のポイント
旋盤加工における内径加工コストダウン設計のポイント
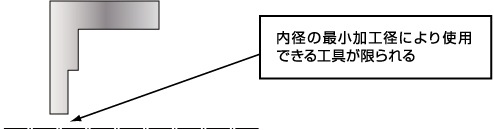 |
旋盤加工における内径の加工では、最小加工径により使用できる工具(ボーリングバー)が限られてしまう。 小径工具では加工時間が長くかかってしまう。 |
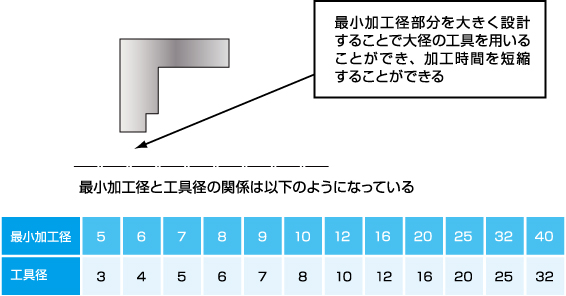 |
旋盤加工では内径が大きくなればなるほど径の大きな工具が使用できるため、加工時間を短縮することができる。 そのため最小加工径の径設定により加工コストを調節することが可能になる。 |
旋盤加工の内径加工では、最小加工径に合わせて工具の選定を行うため、大径の加工部分と小径の加工部分が混在していると小径の工具を使わざるを得ず、加工時間が長くかかってしまう。設計上問題のない範囲で最小径部を設計変更することで加工時間を短縮しコストダウンを図ることができる。
大径リング・フランジ・薄肉丸物加工 VA/VE・コストダウンのポイント
フランジ・リング・薄肉丸物加工における熱処理のポイント
フランジ・リング・薄肉丸物加工における設計のポイント
旋盤加工部品の加工時におけるポイント